
 产品:14
产品:14
 联系我们
联系我们

在大批量生产中, 为了缩短装夹工件的辅助时间, 往往采用装夹时间与产品加工时间重合的双工位夹具。因此, 如何设计出一种气压传动的双工位夹具,是许多夹具设计人员经常面临的问题。下面就来介绍一种双工位气动夹具,
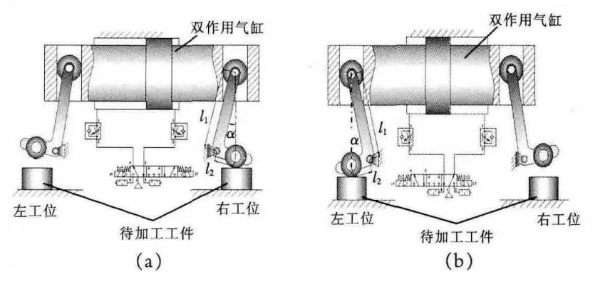
是夹具的工作原理图,其设计创意在于气缸活塞杆输出两端滚柱铰链采用对称设计,铰链连接 L形杠杆的设计实现夹紧力的放大。阀芯处于图(a)所示左位状态,压缩空气进入气缸左气腔,推动气缸活塞向右运动;右工位活塞杆则通过右边的滚柱铰链杠杆增力机构,对右工位的工件进行夹紧。此时左工位活塞杆拉动增力机构,使得左工位松开进行装卸。
当右边工件的加工过程完成后,其阀芯切换至图(b)所示右位工作状态,压缩空气进入右气腔,推动气缸活塞向左运动,左工位被夹紧。

左右两个工位如此循环交替工作, 巧妙使用了空行程, 由于工件的加工时间与装卸时间部分重合, 节约了装卸时间, 因而大幅度提高了生产效率。此设计仅采用一个驱动气缸,就能实现两个工位工件的顺序夹紧,工件的切削加工时间与装卸时间重合,同时夹紧单元平稳运动,大的夹紧力,符合一般夹具对夹紧元件运动速度特性与夹紧力特性的要求。